先明确核心前提:焊接与检测工况的核心诉求不同,导
 致T型槽平台的选型参数(精度、材质处理、T型槽规格、结构设计)存在本质差异,不能“一刀切”选同一款。下面从5个核心维度对比拆解,每个维度都给出明确的工况适配方案,直接对照选择即可。
致T型槽平台的选型参数(精度、材质处理、T型槽规格、结构设计)存在本质差异,不能“一刀切”选同一款。下面从5个核心维度对比拆解,每个维度都给出明确的工况适配方案,直接对照选择即可。一、核心维度对比:焊接vs检测,参数差异一目了然
1.精度等级:检测工况“求”,焊接工况“求实用”。检测工况(如零件形位公差检测、设备校准)对平面度要求高,需选1级精度平台,平面度误差≤0.02mm/m,确保检测基准无偏差;焊接工况(常规焊接、中型焊件装配)无需精度,2级精度完全够用,平面度误差≤0.05mm/m,兼顾稳定性与性价比,过度追求高精度只会增加成本。
2.材质与时效处理:焊接工况“抗造”,检测工况“抗变形”。两者均选用HT250/HT300灰铸铁,但处理工艺有差异:焊接工况需经历高温冲击与振动,平台需做双重时效处理(自然+人工),强化抗振性与耐热变形能力,避免焊接高温导致平台翘曲;检测工况侧重长期精度稳定,除双重时效外,还需做精磨加工,确保面板无内应力残留,长期使用无精度漂移。
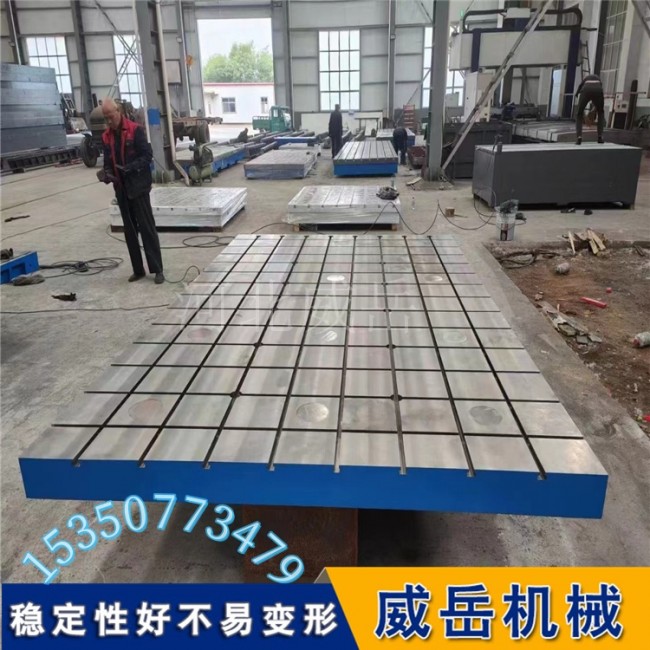
3.T型槽规格:焊接工况“粗固”,检测工况“精固”。焊接工况适配中型/重型夹具,T型槽选宽槽/中槽(槽宽18mm/28mm),对应M16/M24螺栓,槽间距150-200mm,能牢牢固定重载焊件,抵御焊接振动;检测工况适配夹具,T型槽选窄槽/中槽(槽宽14mm/18mm),对应M12/M16螺栓,槽间距100-150mm,固定灵活且不影响检测操作,避免夹具占用过多检测空间。
4.结构设计:焊接工况“抗冲击”,检测工况“抗干扰”。焊接工况需承载焊件重量与焊接冲击,平台面板厚度选50-80mm,底部加密加强筋(间距≤300mm),提升抗冲击能力;检测工况侧重防振动干扰,面板厚度选40-60mm,底部采用阻尼结构设计,搭配减震垫铁,能吸收环境振动,避免干扰检测数据。
5.附加功能:焊接工况“防飞溅”,检测工况“防磨损”。焊接工况可选择面板带防飞溅涂层的平台,避免焊渣粘连、损坏面板;检测工况建议选择面板抛光处理的平台,减少工件与面板的摩擦磨损,同时便于清理,避免杂物影响检测精度。
选型避坑提醒:①禁止用检测级高精度平台做焊接用途,易被焊渣损坏、精度失效;②焊接平台别选窄槽小螺栓,固定不牢易导致焊件移位;③综合工况优先选中规格,避免“大材小用”或“小材大用”;④无论哪种工况,都要选符合GB/T22095-2023标准的产品,参数更规范。
总结来说,T型槽平台选型的核心是“工况匹配”,焊接与检测工况的核心诉求不同,选型参数自然有差异。按的维度对比与场景清单“抄作业”,无需再纠结精度、规格、结构等细节,快选到适配工况的平台,既节省成本,又能避免后续使用故障,真正实现作业。
威岳机械谢总15350773479